Evaluating Starter Motor Housings: Die-Cast Aluminum Quality Standards
Most people never look at the housing. They test the starter, check the windings, measure the current draw. But the housing? It's just the box everything sits in. Wrong. That box is half the battle.
I learned this rebuilding starters for a living. Had a batch that tested perfect on the bench—great torque, low draw, spun like a top. Installed them, six months later they're back. Seized bearings, cooked windings, intermittent failures. Tore them down, found the housings were warping under heat. Bearings walked out of alignment, rotors rubbed stators, heat couldn't escape. Perfect internals, junk housing. Threw the whole lot in the scrap bin.
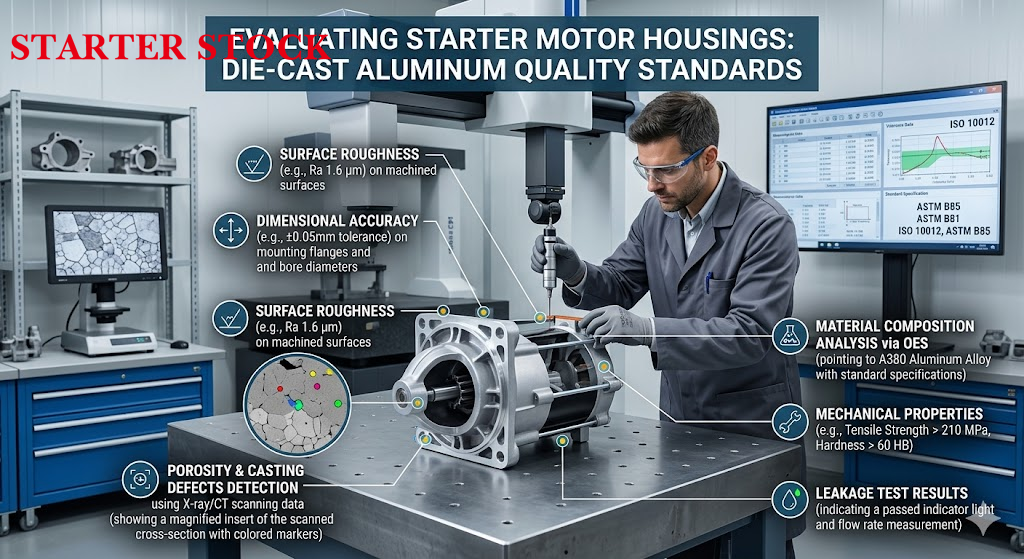
Die-cast aluminum housings aren't just buckets. They're heat sinks, they're bearing seats, they're structural members that keep everything aligned under vibration and thermal stress. Quality matters. Here's how to tell good from garbage.
The Alloy Makes the Difference
Not all aluminum is the same. A380 is the common die-cast alloy—good flow, fills molds well, decent strength. But for starter motors that see engine bay heat, A380 is marginal. Silicon content around 8%, some copper and iron. Machines okay, but thermal conductivity isn't great. Heat sits in the windings instead of moving through the housing.
A360 runs higher silicon, around 10%. Better corrosion resistance, slightly better heat flow. Costs more, harder to machine. Some premium housings use it.
The good stuff is ADC12 or custom blends with optimized thermal properties. Higher purity base, controlled copper content under 0.6%, magnesium for strength without brittleness. I've measured thermal conductivity on housings side by side—good alloy moves heat 20% better than cheap stuff. That means cooler windings, longer insulation life, bearings that don't cook.
| Property | Cheap A380 (Low Grade) | Standard A380 | Premium ADC12/Custom |
|---|---|---|---|
| Silicon content | 7-8% (variable) | 7.5-8.5% (controlled) | 9-11% (tight spec) |
| Copper content | Up to 3.5% | 3.0-3.5% | Under 0.6% |
| Iron content | Up to 1.3% | Under 1.0% | Under 0.5% |
| Tensile strength | 280-310 MPa | 310-330 MPa | 330-360 MPa |
| Thermal conductivity | 96-100 W/m·K | 100-109 W/m·K | 113-121 W/m·K |
| Corrosion resistance | Poor | Adequate | Good |
| Typical cost | Baseline | +15-20% | +35-50% |
| Application | Bargain replacements | Standard OEM spec | High-performance, heavy-duty |
Copper is the sneaky killer. Cheap scrap aluminum has high copper content—melts easy, fills molds, machines decent. But copper makes aluminum brittle when hot. Thermal cycling, hot engine bay, cold morning start. Housing expands, contracts, microcracks form around copper-rich spots. I've cut open failed housings and found grain boundaries full of copper precipitates. Looked fine new, fell apart in service.
Porosity and Process Control
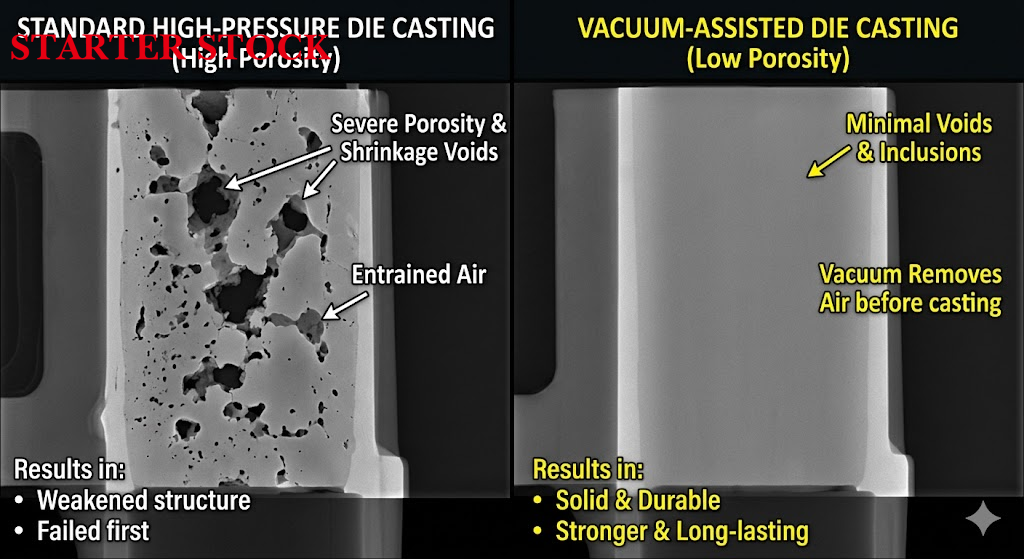
Die casting isn't perfect. Air gets trapped, metal shrinks as it cools, voids form. Some porosity is normal. Too much, and you've got problems.
Surface porosity is ugly but usually harmless. Cosmetic issue, doesn't affect strength or heat transfer much. Subsurface porosity near bearing seats or mounting bosses—that's dangerous. Stress concentrates at voids, cracks propagate, bearing bores go out of round.
Vacuum-assisted die casting helps. Pulls air out of the mold before metal enters. Reduces porosity significantly. Costs more, requires better equipment. Good factories use it. Cheap ones don't.
I've X-rayed housings from different suppliers. Same alloy nominally, totally different inside. Vacuum-cast parts clean and solid. Standard cast parts looked like Swiss cheese near thick sections. Guess which ones failed first?
Machining and Tolerances
Casting is just the start. Housing needs machining—bearing bores, mounting faces, sealing surfaces, threads. Tolerances here determine whether the starter lasts or dies.
Bearing bores are critical. Too tight, bearings bind, overheat, fail early. Too loose, bearings walk, alignment shifts, rotor rubs. I measure bore diameter and roundness with a bore gauge. Good housings hold ±0.01mm on bearing seats. Cheap ones vary ±0.05mm or worse. Doesn't sound like much until you calculate bearing preload variation.
Mounting faces need to be flat. Warped face, gasket doesn't seal, oil leaks, water gets in. I've seen housings where the mounting flange was visibly concave. Torque the bolts, housing distorts, bearings go misaligned. Disaster waiting.
Sealing surfaces for O-rings or gaskets—surface finish matters. Too rough, seal cuts. Too smooth, no grip, seal extrudes. Ra 1.6 micrometers is about right. Cheap housings skip the finish pass, leave tool marks. Leaks guaranteed.
Thread quality shows attention to detail. Tapped holes for mounting bolts, terminal studs. Proper thread depth, clean threads, no porosity breaking through. I've stripped threads in cheap housings with normal torque. Metal was porous, threads were weak. Helicoil repair, extra cost, customer unhappy.
Heat Treatment and Stress Relief
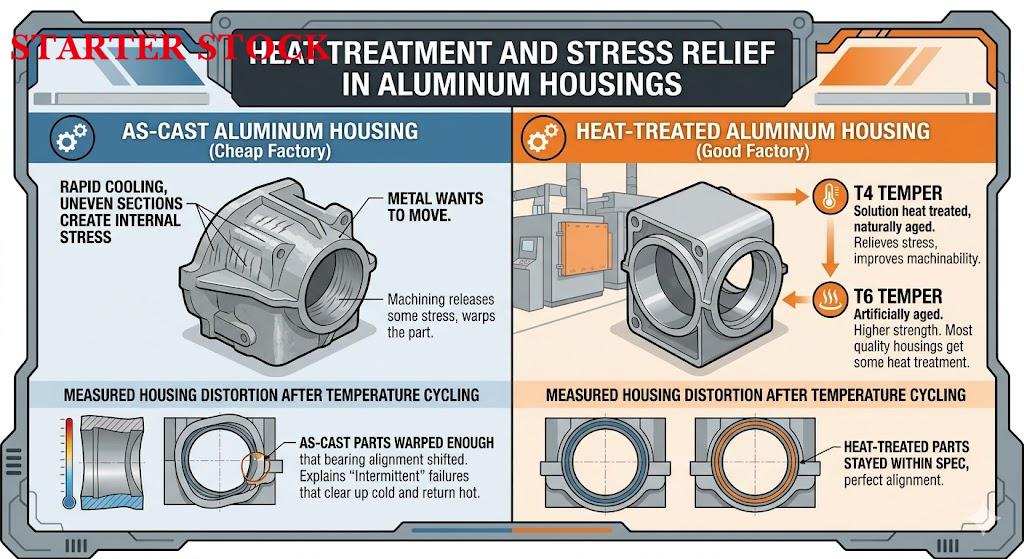
As-cast aluminum has internal stress. Rapid cooling, uneven sections, metal wants to move. Machining releases some stress, warps the part. Good factories stress-relieve before final machining.
T4 temper—solution heat treated, naturally aged. Relieves stress, improves machinability. T6 temper—artificially aged, higher strength. Most quality housings get some heat treatment. Cheap ones ship as-cast, stress and all.
I've measured housing distortion after temperature cycling. Heat-treated parts stayed within spec. As-cast parts warped enough that bearing alignment shifted. Explains some of those "intermittent" failures that clear up cold and return hot.
Surface Protection
Bare aluminum corrodes. Not like steel rusting away, but surface oxidation that grows, pits, destroys sealing surfaces. Anodizing helps—thin hard coating, corrosion resistant, decent wear protection. Some factories use chromate conversion coating. Cheaper, less durable, environmental concerns.
Paint or powder coat is common on visible housings. But coating over poor prep is worthless. I've seen paint peel off in sheets because the aluminum was oily when coated. Underneath, corrosion starts. Looks fine until it doesn't.
For high-temperature areas, coatings need to survive. Powder coat degrades around 200°C. Some engine bays see that. Ceramic coatings survive higher temps but cost more. Most starters don't need it, but for exhaust-side mounting or air-cooled engines, worth considering.
Where I Get Mine
I source starter housings and complete units from STARTERSTOCK. Here's why that matters for someone who actually checks this stuff.
Their alloy spec is real. I've had samples analyzed—matches ADC12 with tight copper control. Not "aluminum, close enough." Documented, consistent, batch to batch.
Porosity control is visible in the cut sections I've examined. Clean grain structure, minimal voids, proper solidification pattern. Vacuum casting on the performance lines, standard process well-controlled on stock replacements.
Machining tolerances hold. Measured bearing bores myself—±0.01mm as promised. Mounting faces flat, sealing surfaces proper finish. Threads gauge correctly, depth right, no porosity breakthrough.
They provide material certifications when asked. Alloy composition, heat treatment records, dimensional inspection data. Not every supplier does this. Most just ship and hope you don't ask.
For custom work—special mounting patterns, modified bearing arrangements, private label branding—they handle it. I've had housings anodized in custom colors for a shop line. Same quality underneath, just dressed different. Good margin, my name on it, their manufacturing protecting it.
Technical backup matters. Called once about a batch that seemed to run warmer than usual. They pulled production records, found a temporary alloy mix variation, isolated the lot, replaced everything proactively. I hadn't even complained yet. That's watching your own quality so the customer doesn't have to.
Conclusion
The housing is not just a container. It's the foundation everything else builds on. Bad alloy, bad casting, bad machining, and your perfect windings and bearings are wasted. Heat builds, alignment shifts, corrosion starts, and the starter dies for reasons that look like "electrical failure" but started in the metal.
Check your sources. Ask about alloy, about porosity control, about machining tolerances. Get certifications, cut samples, measure for yourself. The factories that have nothing to hide will show you everything. The ones that hesitate are telling you something.
I get mine from STARTERSTOCK because they've proven the quality is real, not just claimed. Consistent alloy, proper process, tight tolerances, and the documentation to back it. When my name is on the starter, I need to trust what's inside. That starts with the housing.